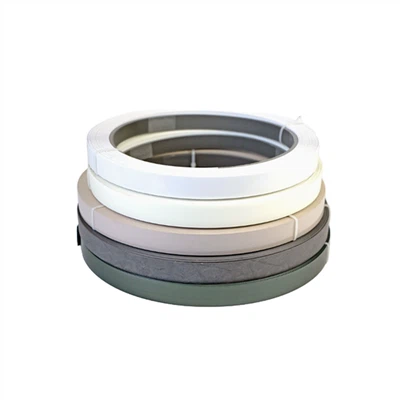
Edge-banding hot-melt adhesive is a solid-state adhesive specifically designed for the edge-banding of engineered wood panels. It is applied using a specialized edge-banding machine, which heats, melts, coats, and presses the adhesive to bond the edge band to the substrate material. When selecting an edge-banding hot-melt adhesive, attention must be paid to the following aspects:
Viscosity of Edge-Banding Hot-Melt Adhesive
The viscosity of an edge-banding hot-melt adhesive refers to its fluidity-specifically, how "thin" or "thick" it is-under specific temperature conditions; however, it does not directly reflect the overall quality or performance of the adhesive. Generally speaking, the higher the viscosity of an edge-banding hot-melt adhesive, the better its initial bonding strength; conversely, its coating performance tends to be poorer. Low-viscosity hot-melt adhesives allow for a thinner application layer and exhibit superior wetting properties. When edge-banding lower-quality particleboard, it is advisable to select a hot-melt adhesive with higher viscosity. This is because high-viscosity adhesives have lower fluidity; unlike low-viscosity adhesives, they do not easily penetrate the pores along the edge of the particleboard during application, thereby ensuring that the adhesive remains fully coated on the surface of the board's edge.
Softening Point and Application Temperature of Edge-Banding Hot-Melt Adhesive
The softening point serves as an indicator of an edge-banding hot-melt adhesive's heat resistance; the higher the softening point, the less susceptible the adhesive is to melting. Furthermore, the softening point is a critical factor in determining the overall heat resistance of panel-based furniture. For EVA-based hot-melt adhesives, the typical softening point range falls between 80°C and 120°C.
The "application temperature" of an edge-banding hot-melt adhesive refers specifically to the temperature of the adhesive on the coating roller of the edge-banding machine. The adhesive will achieve its optimal bonding strength only when the temperature on the coating roller reaches the adhesive's specified application temperature. It is worth noting that the temperatures displayed on the control panels of some edge-banding machines-particularly older models-may deviate significantly from the actual temperature; therefore, the temperature measured directly at the coating roller should be regarded as the definitive application temperature. If the temperature on the edge-banding machine is set too high, the adhesive may begin to smoke or carbonize; conversely, if the temperature is set too low, the bonding strength will be compromised, potentially leading to the edge band detaching from the panel.
Open Time of Edge-Banding Hot-Melt Adhesive and Feed Speed of the Edge-Banding Machine
The "open time" of an edge-banding hot-melt adhesive refers to the specific interval between the moment the adhesive is applied by the machine and the moment the edge band is pressed and bonded to the substrate material. The open time varies depending on the specific type of adhesive being used. The feed speed of an edge banding machine is closely related to the open time; both factors are crucial when selecting and utilizing hot-melt adhesives. For edge banding machines with high feed speeds, a hot-melt adhesive with a short open time must be selected; conversely, for machines with slower speeds, an adhesive with a longer open time should be chosen.